Крупногабаритный специализированный фрезерный станок для восстановления круговой направляющей (кольцевого рельса) фланца плавучего крана.
2026-03-16 06:54:25
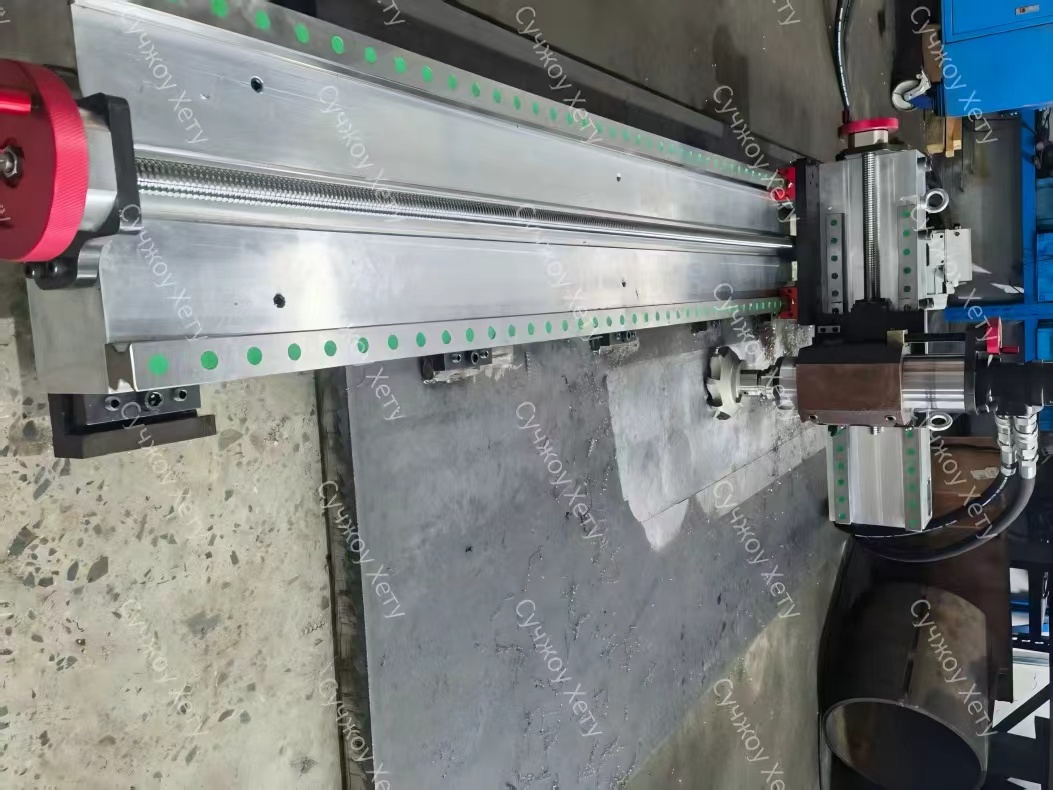
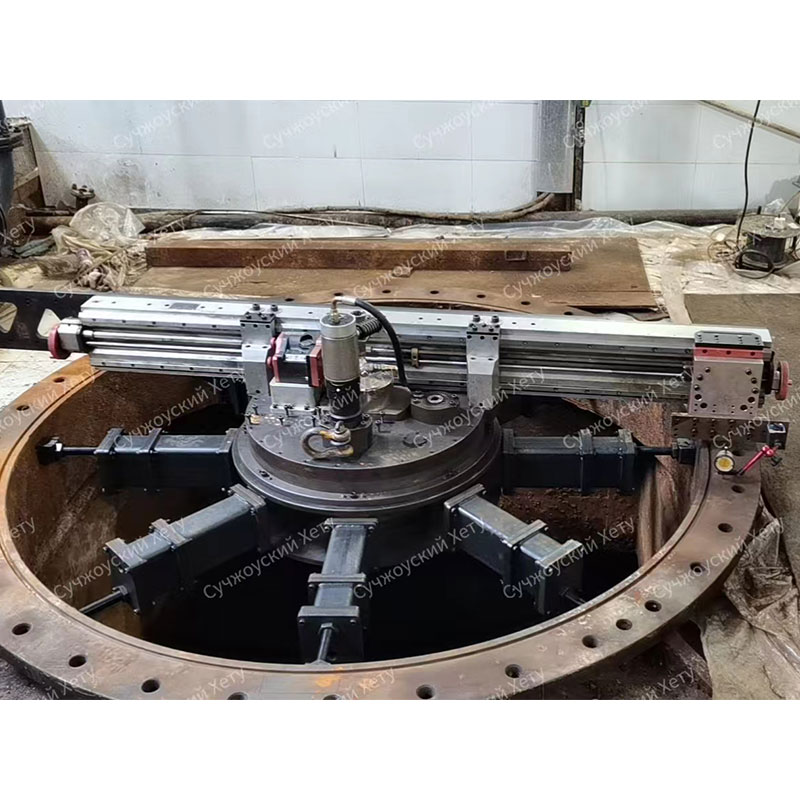
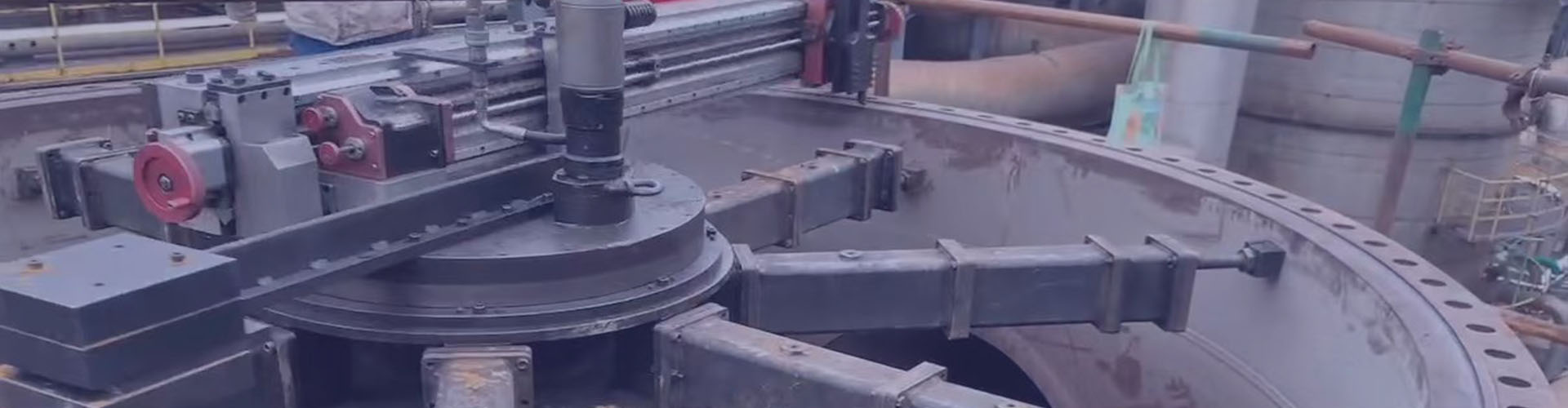
На примере фланца крупнотоннажного плавучего крана, диаметр которого приближается к 20 метрам, высокоточное восстановление его кольцевой поверхности представляет собой исключительно сложную инженерную задачу. Обычные рельсовые фрезерные станки в таких сверхкрупных условиях эксплуатации полностью неприменимы. Когда длина поворотной балки (консоли) превышает 10 метров (что соответствует диаметру обработки в 20 м), опора только в центре для привода вращения балки уже не может эффективно подавлять сильные колебания в процессе работы. Амплитуда этих колебаний такова, что делает стабильное выполнение фрезерования невозможным.
Поэтому потребовалась полная перестройка конструкции станка с введением дополнительной системы опор, способной динамически компенсировать вибрации и биения в процессе движения консоли, обеспечивая тем самым жесткость и точность обработки. Это обуславливает принципиальное отличие общей компоновки данного оборудования от стандартных рельсовых фрезерных станков.
В то же время, для крупногабаритного оборудования остро стоит проблема выбора материалов. Из-за ограниченного пространства термических печей сверхгабаритные компоненты зачастую невозможно подвергнуть полной термической обработке. Это означает, что обычная конструкционная сталь не может удовлетворить требования по жесткости и стабильности, и необходимо применять особопрочные специальные сплавы. Однако такие материалы не только сложны в обработке, но и чрезвычайно дороги, что создает серьезные проблемы для контроля общей стоимости оборудования.
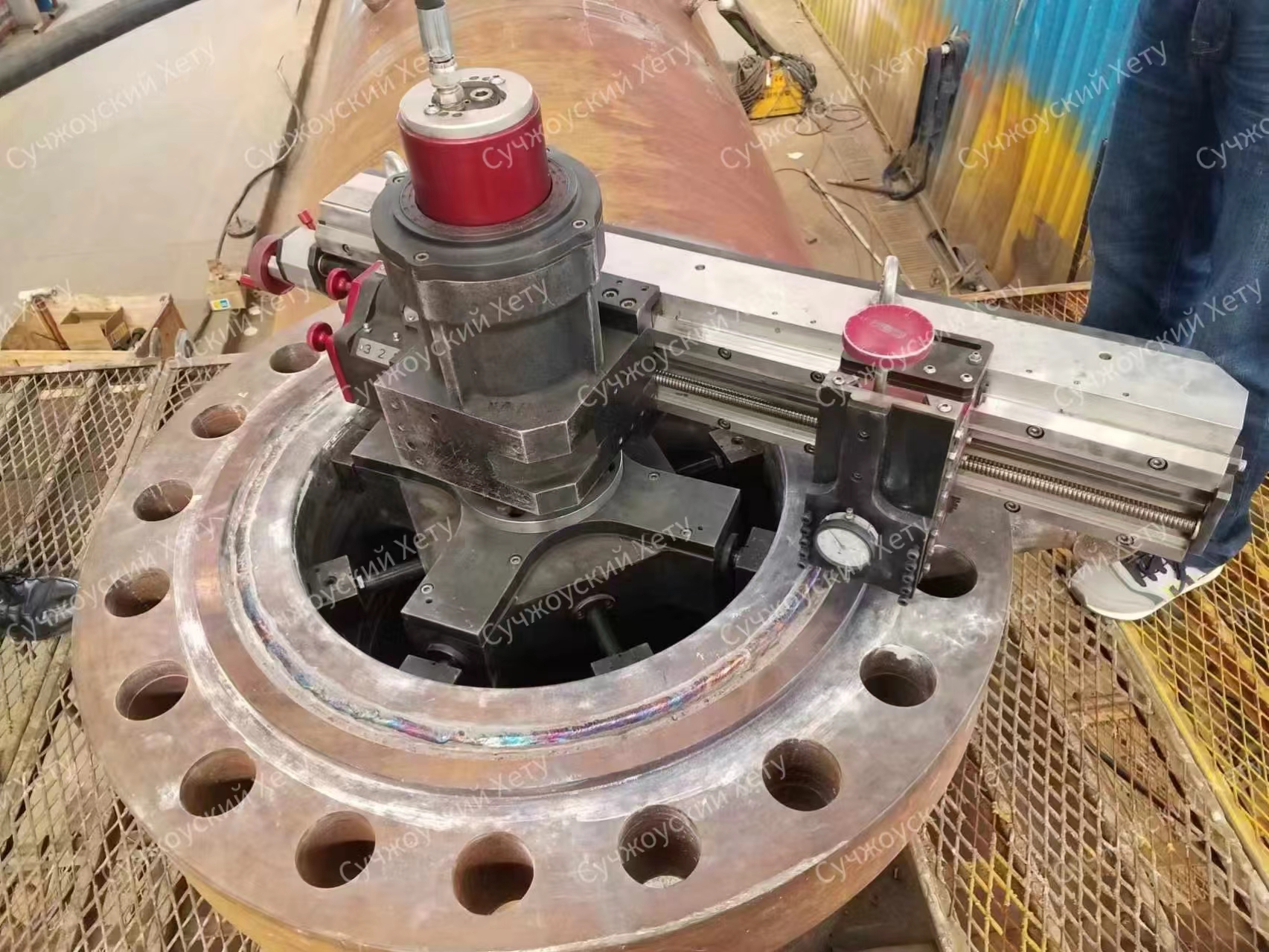
Не менее важен расчет и проектирование силовой и трансмиссионной систем. Для обеспечения стабильной работы столь массивного ремонтного устройства необходим точный расчет требуемой входной мощности и рациональное распределение силовых потоков: от главного привода до исполнительного механизма на конце консоли. Каждый этап требует тщательного имитационного моделирования напряженно-деформированного состояния и многократной проверки различных схем. Мы провели анализ напряжений ключевых компонентов с помощью специализированного ПО и организовали множество технических обсуждений с поставщиками зубчатых передач, двигателей и специальных сплавов, чтобы гарантировать надежность и долговечность системы в условиях тяжелых нагрузок, низких скоростей и высокого крутящего момента.
Перед лицом вышеуказанных серьезных технологических барьеров наша инженерно-техническая группа, работая без выходных на протяжении более десяти дней, изучила большой объем отечественной и зарубежной технической информации и методом итераций оптимизировала проектное решение. В итоге мы успешно разработали комплект специализированного оборудования для восстановления кольцевой поверхности фланцев диаметром до 20 метров. В ходе последующей практической эксплуатации данное оборудование продемонстрировало стабильную работу, достигло требуемой точности, успешно выполнило поставленные заказчиком задачи и получило его высокую оценку.